

产品视频展示,助您洞悉电工钢硅钢片硅钢源头厂源头货产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
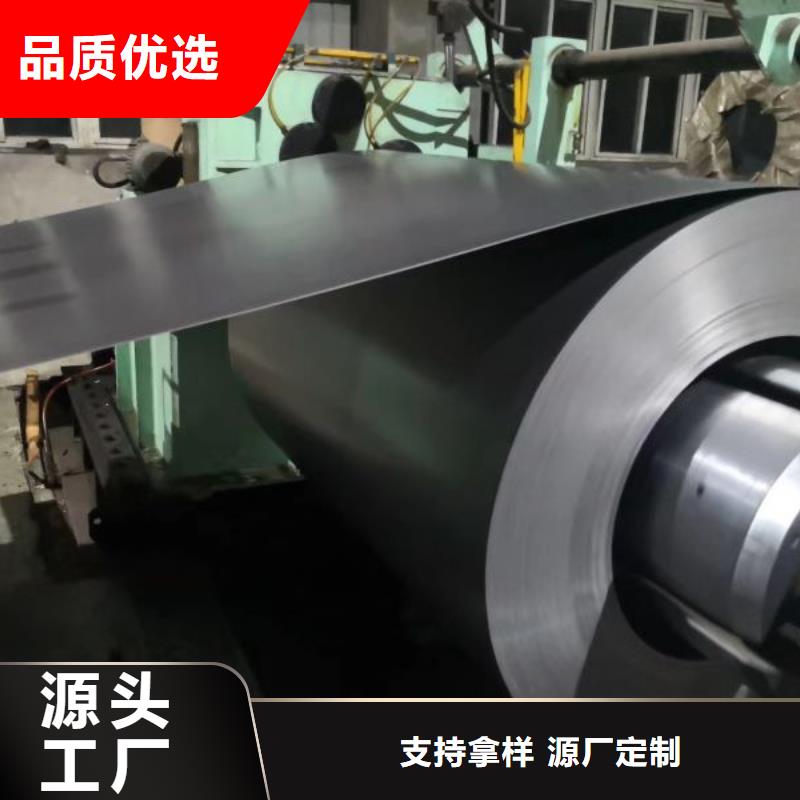
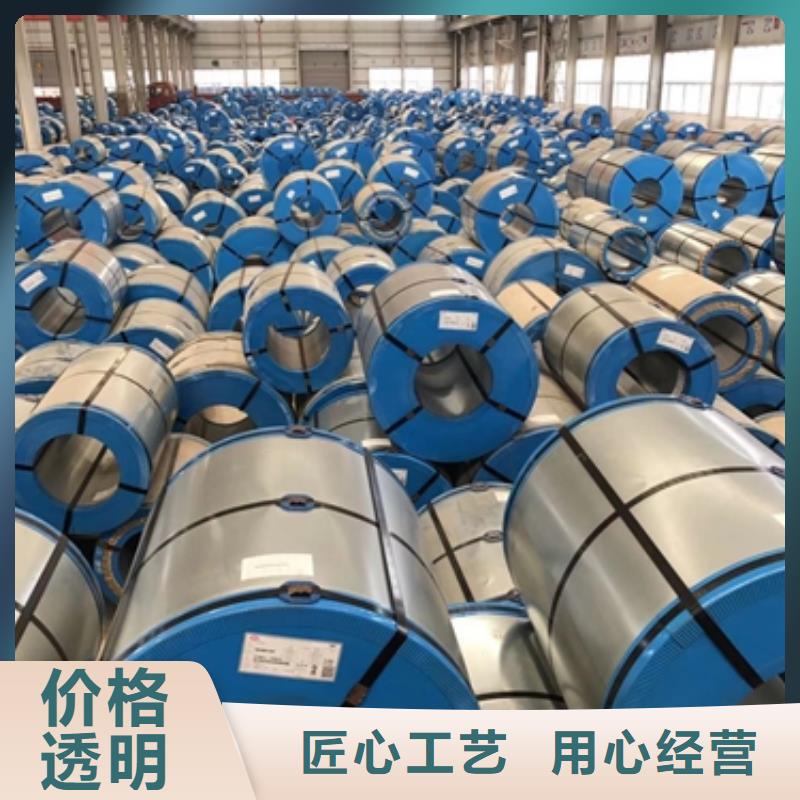
以下是:电工钢硅钢片硅钢源头厂源头货的图文介绍

鹿程国际贸易有限公司坐落于我省经济实力和发展活力的腹地—安徽滁州,得天独厚的地理优势,市场优势的地位,促使安徽滁州工业强势发展;应 安徽滁州冲压用钢发展趋势,我公司本着“用户至上,勇于创新”的企业方针,发扬求真务实的开拓精神,不断引进国内外先进的 安徽滁州冲压用钢技术, 安徽滁州冲压用钢产品性能已逐步同国际市场接轨,成功案例遍布全国20个省份。



电工钢硅钢片叠装系数产品的叠装系数应符合表 3、安徽滁州附近表 4 的规定。供方如能保证,可不进行该试验。仲裁时,适用于无绝缘涂层状态。7.4.3 弯曲次数弯曲次数是指用肉眼在基板上观测到 次出现贯穿试样厚度的裂纹(或听到产生裂纹的声音)前的 反复弯曲次数,它表示材料的延展性。弯曲次数应符合表 3、安徽滁州附近表 4 的规定。供方如能保证,可不进行该试验。7.4.4 内应力产品应尽可能量避免出现内应力。内应力的检验不适用于宽度小于或等于150mm 的钢带(纵切分条后的钢带)。缝隙测量值应不超过 2mm。供方如能保证,可不进行该试验。8 检验和试验8.1 检验批次产品应按批验收,每个检验批应由不大于20吨的同牌号、安徽滁州附近同规格、安徽滁州附近同热处理状态、安徽滁州附近同绝缘涂层的钢带组成。对于重量大于20吨的钢带,每个钢卷组成一个检验批。



电工钢硅钢片:同一产品在磁极化强度 1.5T、安徽滁州同城频率 50Hz 或 60Hz 条件下,按 GB/T 13789 单片法所测得的比总损耗值,参照 GB/T 13789-2008 附录 C 中指定的关系式 C.2a 向方圈法数据转换,两种检测方法所得比总损耗转换因子δP 的拟合关系可参照 GB/T 13789-2008 附录 C 关系式 C.3a,式中拟合有效区间为1.0T~1.8T,且该转换关系只适用于 0.23mm 及以上厚度规格激光刻痕产品,0.20mm 及以下厚度规格激光刻痕产品的转换关系根据实际检测、安徽滁州同城应用对比实验结果进行专项规定。当供应商和用户协商对 P1.5/50 和 P1.5/60有明确要求时,转换后的 P1.5/50和 P1.5/60应符合表 3、安徽滁州同城表 4、安徽滁州同城表 5、安徽滁州同城表 6、安徽滁州同城表 7、安徽滁州同城表 8 和表 9 的规定。7.1.7 其他测试条件下,转换系数 Fc 可由供应商和用户协商确定。7.1.8 当需要提供磁化曲线时,按 GB/T 13789 单片法所测得数据参照 GB/T 13789-2008 附录 C 关系式转换。注1:多年来习惯上采用磁感应强度,实际上爱泼斯坦方圈和单片测试仪测量的是磁极化强度。 磁感应强度与磁极化强度的关系:J=B-μ0H ,H=800A/m条件下,B和J的差异约为0.001T



电工钢硅钢片:电工钢钢板经冲片、安徽滁州本地剪切、安徽滁州本地弯曲会引入残余应力,导致磁性能劣化。应力退火(SRA)可以残余应力对磁畴移动与转动的阻碍作用,恢复电磁性能。E.2 在钢板或叠铁心的状态下进行应力退火的注意事项如下。1). 避免氧化和渗碳为了防止氧化应力退火应该在保护气氛下进行,通常是 10%以下氢气(H2)和 90%以上氮气(N2)、安徽滁州本地100%氮气(N2)或者氨分解气氛的非爆炸性保护气氛,露点控制在 0℃以下。冲压加工过程引入的冲压油在退火前应完全去除,防止在退火中发生渗碳,劣化产品磁性。2). 退火温度及保持时间退火温度指材料温度,750℃为宜。为使得钢板各部分退火均匀,需要调整温度与保持时间。温度太低不足以残余应力的影响,温度太高会破坏涂层绝缘性。3). 冷却时间应当避免急剧冷却使材料产生应力应变。冷却时间根据电工钢退火数量进行调整。对于退火小吨位数量时,可按每小时不超过 25℃ 的冷却速度冷却到 350℃,以避免冷却过程中产生应力应变。对于退火大吨位数量时,应采取更加缓慢的冷却速率,以期获得 效果。